| 材质:thisis材质 | 产地:thisis产地 | 品牌:thisis品牌 |
| 公称外径:公称外径3388mm | 壁厚:壁厚3074mm | 长度:长度4715m |
| 执行标准:执行标准2636 | 热导率:热导率6318W/(m.K) | 线膨胀系数:线膨胀系数11301/K |
| 纵向回缩率:纵向回缩率2371% | 内径:内径1670mm | 公称压力(PN:公称压力(PN1034MPa |
河北丰锐鑫是一家专业的无缝弯头生产厂家,我公司常年供应优质无缝弯头,与国内外各大安装公司有着良好的合作,欢迎新老客户前来洽谈。
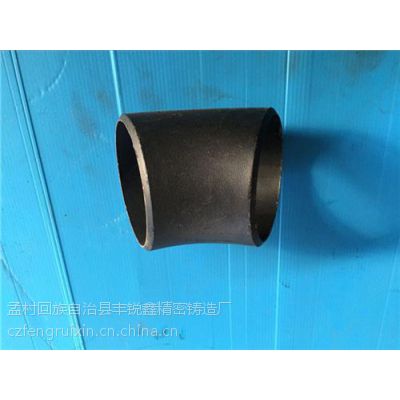
无缝弯头不会产生腐蚀、点蚀、锈蚀或磨损,在管路系统中,无缝弯头是改变管路方向的管件.按角度分,有45°及90°180°三种最常用的,另外根据工程需要还包括60°等其他非正常角度弯头.弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢、有色金属及塑料等.与管子联结的方式有:直接焊接(最常用的方式)法兰联结、螺纹联结及承插式联结等.按照生产工艺可分为:焊接弯头、无缝弯头、铸造弯头等.管道安装中常用的一种连接用管件,用于管道拐弯处的连接.其他名称:90度弯头、直角弯、爱而弯等.
无缝弯头应用领域:无缝弯头广泛应用于石油,化工,核电站,食物制造,建筑,造船,造纸,医药等行业,在不同的行业中有不同的使用,在各行业中展现使用价值.

影强度小于A335P22 的高温强度,WB36 的高温塑性小于A335P22的高温塑性,WB36 的导热系数小于A335响推制弯头几何形状的工艺参数有: 推制用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。下面分别讨论各工艺参数对推制弯头几何形状的影响。
火力发电行强度小于A335P22 的高温强强度小于A335P22 的高温强度,WB36 的高温塑性小于A335P22的高温塑性,WB36 的导热系数小于A335度,WB36 的高温塑性小于A335P22的高温塑性,WB36 的导热系数小于A335业常用推制弯头的材质有WB36 和A335P22 等。WB36 的高温强度小于A335P22 的高温强度,WB36 的高温塑性小于A335P22的高温塑性,WB36 的导热系数小于A335P22 的导热系数。故在坯料外径、壁厚及芯棒头形状尺寸相同的情况下,WB36 与模具的贴合性能小于A335P22 。
推制弯头需要正火+ 回火热处理、机加工端口,壁厚需留有烧损及机加工余量。一般余量为弯头理论壁厚的10 % ~20 %。弯头壁厚δ与截面直径D 比值越小,与模具的贴合性能越好,但弯头内弧越容易失稳起皱。
弯头在生产过程中可以采用多种生产工艺,不同的生产工艺生产出的产品也有着不同的优点,下面由河北丰锐鑫为您介绍弯头的生产工艺:
冲压成形弯头是最早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。
在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。
冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。